Metal Finishings Ltd offers two major kinds of non-destructive testing techniques, penetrant inspection and magnetic particle inspection. We offer this as a standalone service or in combination with treatments that we provide. Our dedicated NDT facility is AS9100 certified and Nadcap accredited. All inspection is performed on our site in Ferndown.
The standard turnaround time for NDT is 4 working days. We also offer a 48 hour or next day express turnaround is available for a premium. If a surface treatment is required as well as NDT, the treatment turnaround is additional. It may be necessary to allow a further 2 working days for new (non-repeat) parts.
Magnetic Particle Inspection
Magnetic Particle Inspection is used to detected surface/near-surface flaws. It can be used with materials that can be strongly magnetised like iron and ferritic steels. MPI is mainly used for crack detection. Part or all of the specimen is magnetised and inspected. If there is a surface breaking flaw, then it causes a distortion of the magnetic field and there's a leakage of magnetic flux around the flaw. Otherwise, the magnetic flux is mainly inside the specimen. The surface of the specimen is covered with very fine iron particles. These particles build-up in locations where there is flux leakage, allowing the inspector to see even very narrow cracks.
Specifications
- ASTM E1444
- ASTM E709
- BS EN ISO 9934-1
- VS 1-3-5-290
- DS 18.51
- TS-103
- NOV 2981
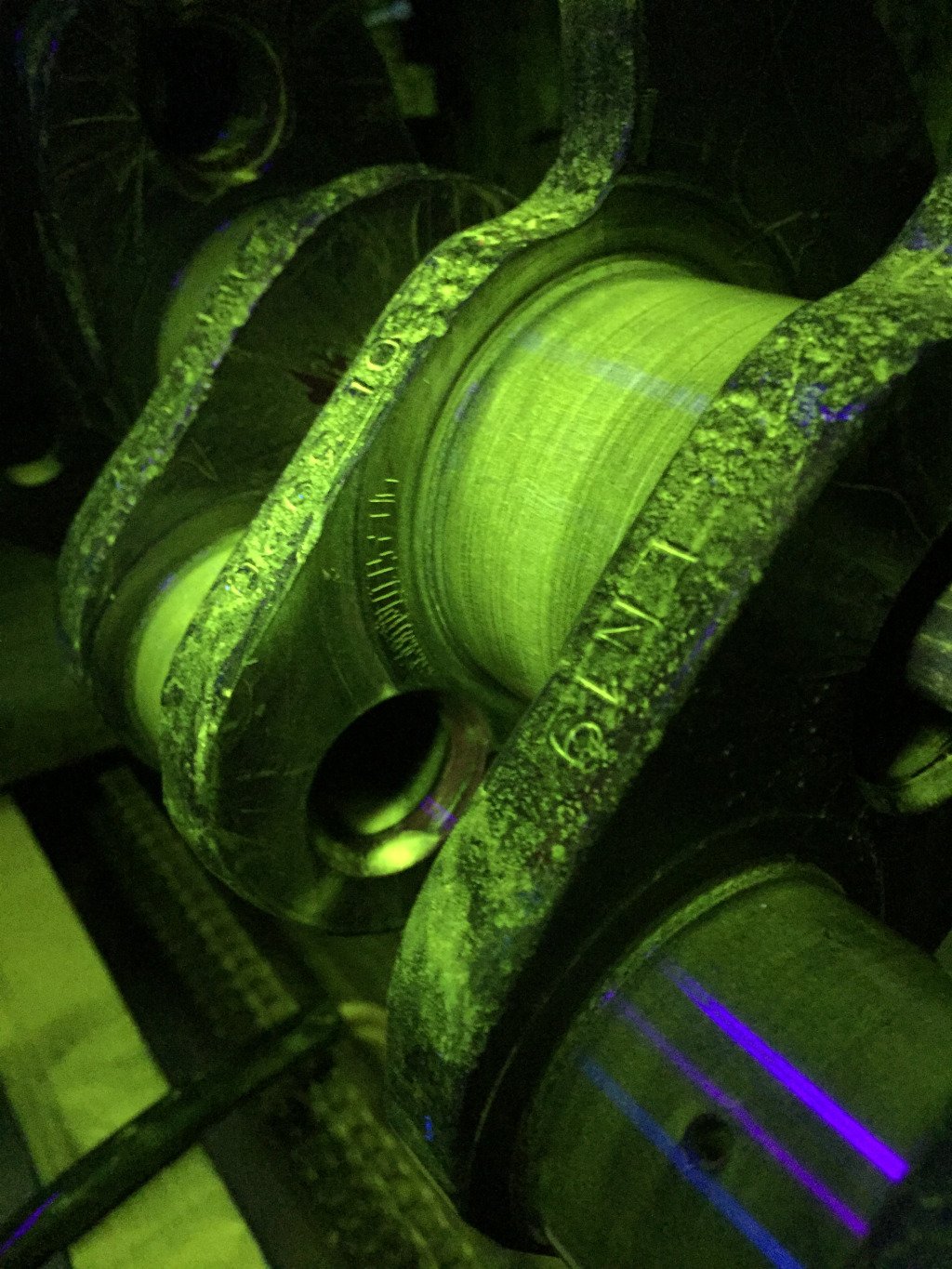
Fluorescent Penetrant Inspection
Fluorescent penetrants are usually used when the maximum flaw sensitivity is required. A liquid penetrant is applied to the specimen and will be drawn into surface breaking flaws by capillary action. After penetrant that has been left on the surface has been removed, a developer is applied to the surface and this draws out penetrant that has been left in any cracks and allows the inspector to see an indication on the surface when examined under UV light. The indication produced on the surface by the penetrant is larger and much easier to see than the crack itself. Cracks as narrow as 150 nanometres can be detected.
Liquid penetrant testing can be used on non-porous material, whether metallic or non-metallic, as long as it can be suitably cleaned before inspection. It is is unsuitable for very dirty, rough or porous materials.
Various names are used for this NDT technique, including Fluorescent Penetrant Inspection (FPI) and Dye Penetrant Inspection ("dye pen" for short).
Specifications
- BS EN ISO 3452-1
- ASTM E1417
- ADS.E.0379
- DS 18.52
- TS-104
- VS 1-3-5-289
- WVC-ASME-PT